Jewelry designers use the Mira 6S to mill wax models at 0.3-micron resolution — fine enough to invest and cast without hand-finishing the wax. The workflow runs five stages: design in CAD, toolpath generation in JewelryCAM, milling from casting wax on the Mira 6S, investment casting, and finishing. Documented here with an original necklace designed and made by Raims.

The five stages below take a jewelry design from a 3D model in Rhino to a finished metal piece.
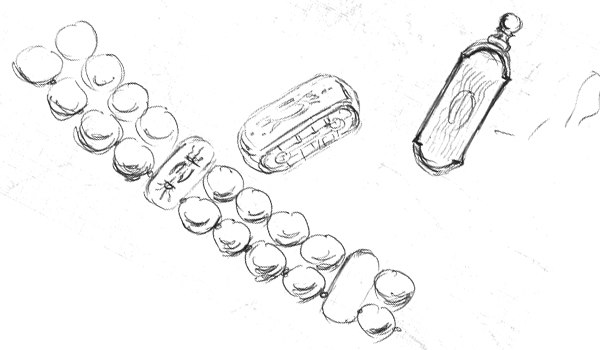
A conversation about budget, dimensions, materials, timing, and vision. A preliminary pencil sketch. Then the work moves to the computer — in this example, Rhino 3D. Every element of the necklace is modeled in three dimensions, along with the overall structure, sized to the exact number and diameter of pearls.
A completed 3D model serves two purposes. First, manufacturing — the next step is CAM. Second, a photorealistic render: a virtual necklace on a virtual pedestal, shown to the client before any metal is cut.
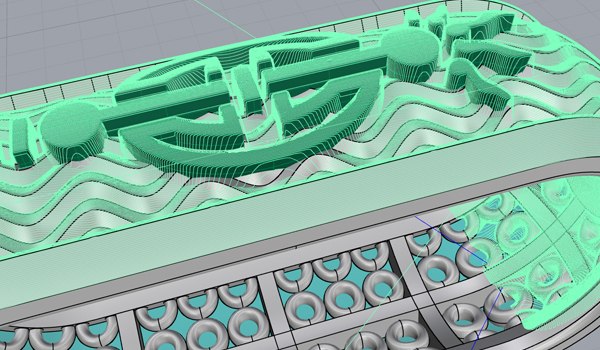
CAM software reads the 3D geometry and calculates the machine movements needed to cut it from wax. Basic CAM drives a 3-axis machine; advanced CAM drives a 5-axis mill like the Mira 6S. The virtual model is placed at the origin of all axes, oriented to match the real-world setup, and the program is configured to the mill, the spindle, and the cutting bits available.
Choosing the right cutting strategy — orienting the model for maximum exposure to the tool — reduces post-production work. The green toolpath lines render across the model surface. They look right, the G-code is exported, the machine is next.

Power up the machine. Home the spindle. Mount a blank wax workpiece into a fixture. Load the G-code. If running aggressively, turn on the lubricant jet. The Mira 6S cuts from a uniform block of green casting wax — alternating sides to maintain stability — until the model is complete.
Surface quality is fine enough to invest and cast without hand-finishing the wax. Microscopic details are resolved straight from the block of green wax.

Wax models are sprued onto a rubber sprue base. A metal flask — a short length of steel pipe — goes over the top, gripped by the sprue base rim. Refractory plaster investment is poured in, allowed to harden, then placed cup-down in a kiln.
Heat hardens the plaster into a shell and burns the wax out, leaving a precise negative cavity. Metal — gold, silver — is cast straight from the kiln by centrifugal or vacuum casting, filling every detail. The casting is removed, cleaned, and inspected.

Each metal element carries two completely different patterns. One face: guilloche with dark blue enamel. The other: a translucent design in white enamel. The necklace reverses — dark or light, depending on the day.
All gold elements are hollow, light, with closed side-patterned covers. To protect the thinnest enamel layers, there is no soldering or laser welding — the heat would destroy them. The clasp is solid, durable, and easy to open. Matching earrings complete the set.
Designed, machined, cast, enameled, and assembled by one person. Start to finish — Raims.
Machining demonstrations across NS CNC machines — including the Mira 6S milling wax on camera.
Send a design — a Rhino file, a sketch, the finished-piece dimensions. We’ll tell you whether it’s a Mira 6S job, how we’d run it, and what the machine costs.
The 5-axis mill in this workflow — spindle, tooling, software, and full specifications on the machine page.