The Benchtop NS CNC Lathe 3 is a third-generation, fully enclosed tabletop mini lathe. It is designed for the precision turning of microscopic parts required in electronics, scientific instruments, jewelry, and watches — and provides capabilities standard to larger CNC lathes within a compact footprint.

The machine operates on a 3-axis system incorporating X, Y, and Z axes.
The Y-axis automates tool height adjustments during program execution, which eliminates the need for manual tool height mounting.
The X-axis is tilted at a 45-degree angle relative to the Y-axis. This angle simplifies tool height adjustments relative to the rotation center and improves operator accessibility during setup.
All three axes run on ball screws and precision linear rails, driven by servo motors that monitor and correct their position continuously. When an axis reverses direction there is no measurable slack.
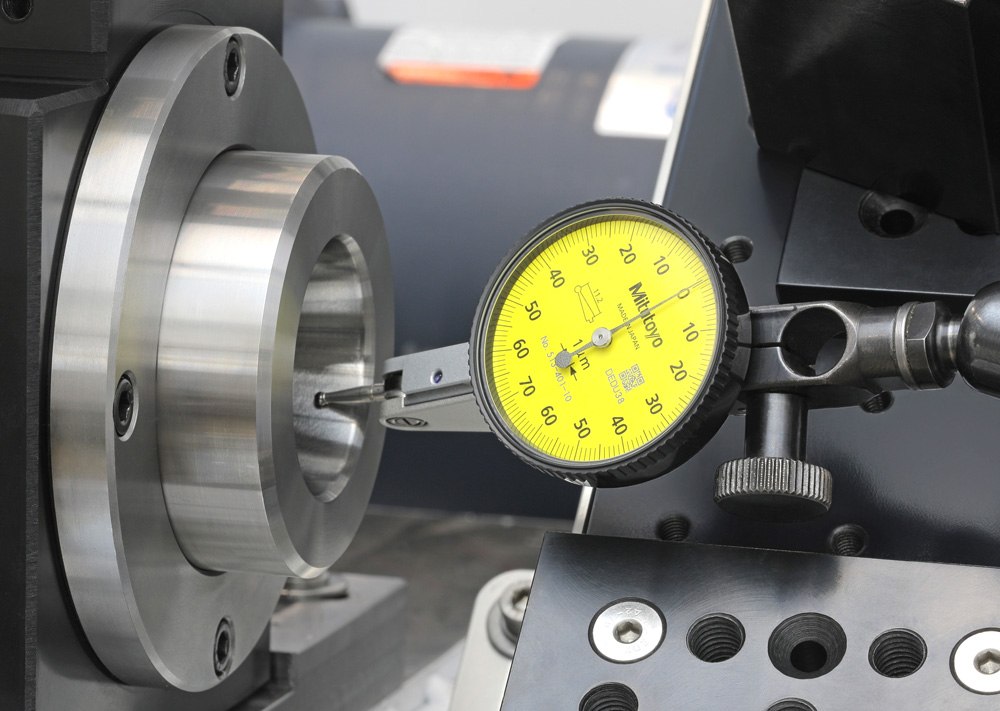
Resolution — the smallest move it can make: 0.00001″ (0.3 μm). Positioning accuracy — how close it lands to a target: 0.0003″ (8 μm). Repeatability — how exactly it returns to the same position, cut after cut: 0.0004″ (10 μm). The FAQ below explains the difference.
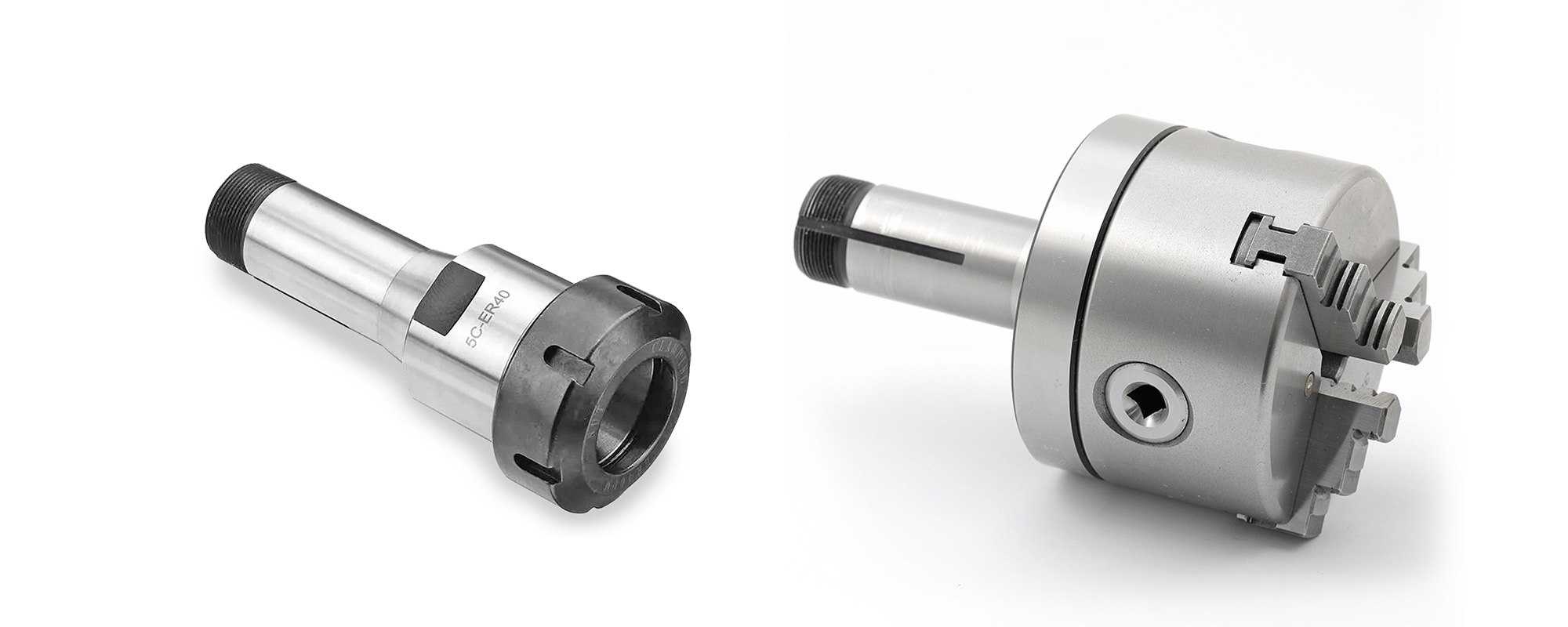
A plain 5C spindle taper. Collets from 3 to 26 mm, a 4″ three-jaw chuck, ER adapters — any maker’s 5C tooling fits, nothing proprietary.
Bar up to 26 mm (about 1″) feeds through the collet; the spindle bore is 1.25″. Travel: 5″ along the bar (Z), 5″ across it (X), 2.5″ of tool height (Y).
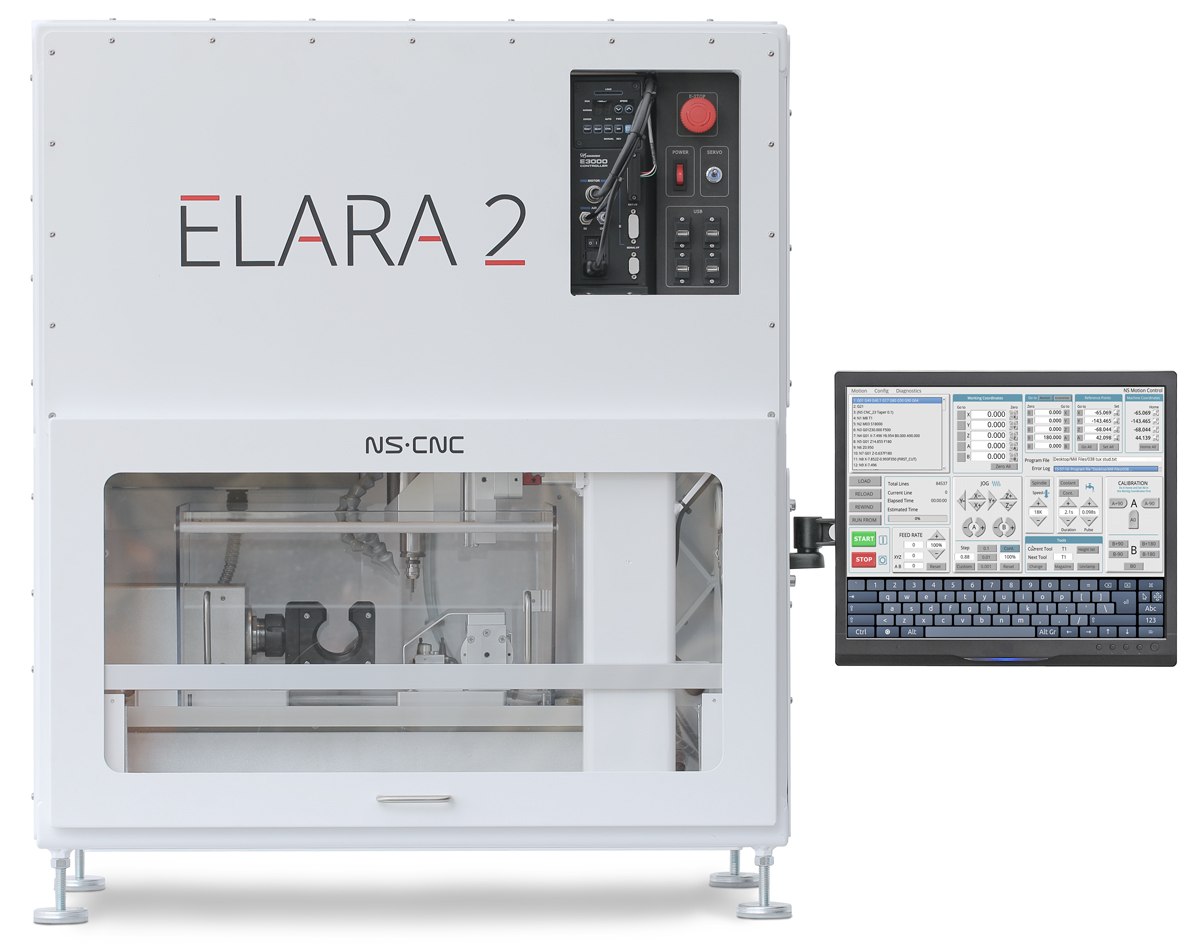
NS-Motion, our own control software, runs on a mini PC built into the machine, with its own monitor and keyboard. Spindle controls and the emergency stop are physical buttons. No laptop required.
110 or 220 V single-phase, roughly 1,500 W — an ordinary outlet. At 32 × 30 × 30″ and 286 lb, a sturdy bench is the only foundation it needs.
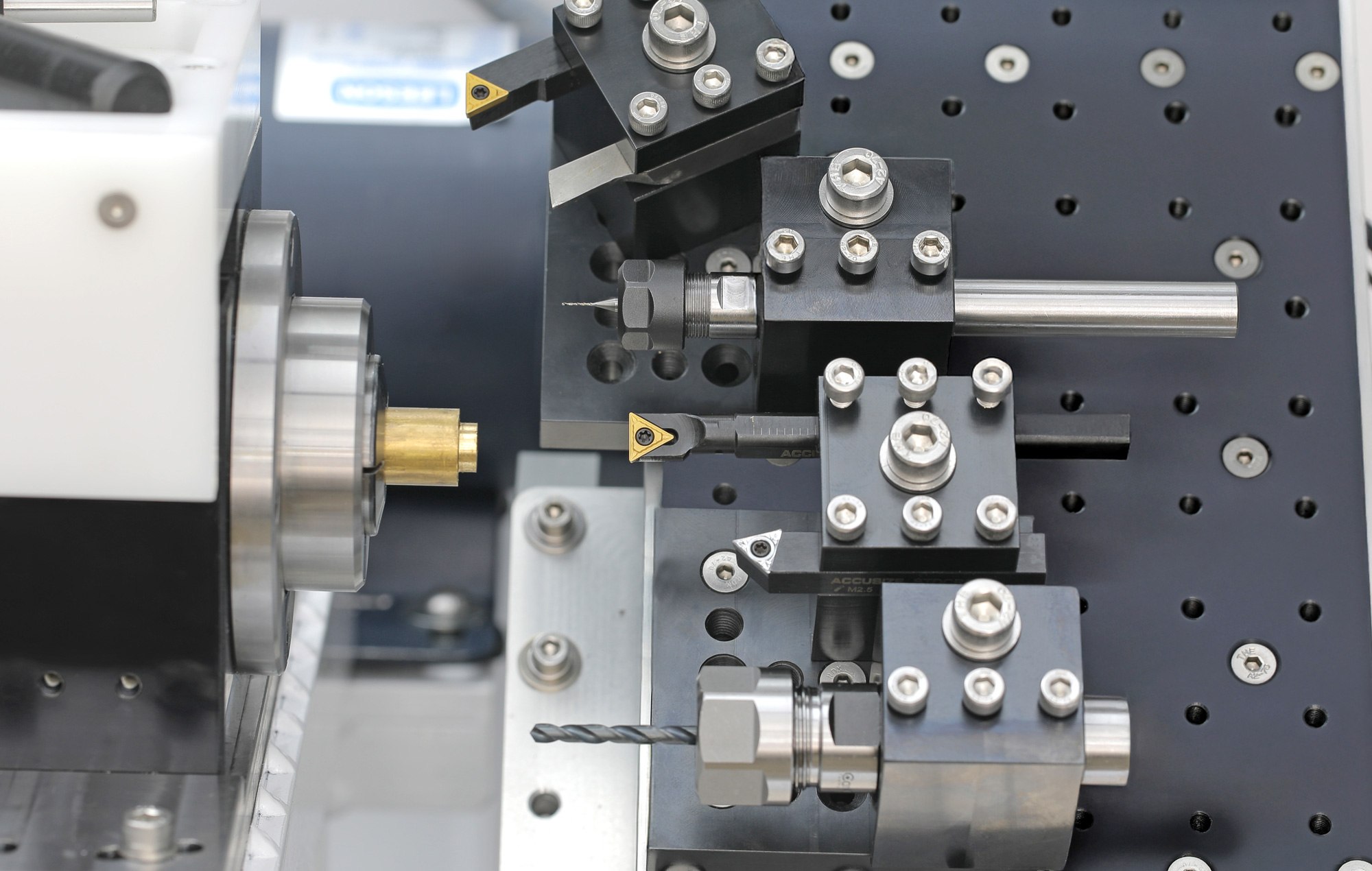
Gang tooling: tools are mounted in a fixed sequence on the cross-slide. Tool changes execute by moving the lathe away from the workpiece along the spindle axis, positioning the appropriate tool via the X-axis, and adjusting the Z-axis to initiate the cut.
The gang setup is efficient for short, smaller-diameter parts that do not require a tailstock.
Turret tooling is utilized for multi-tool operations, large-diameter parts, or applications requiring a tailstock — turret systems hold multiple tools and rotate into position, providing greater clearance for the workpiece.
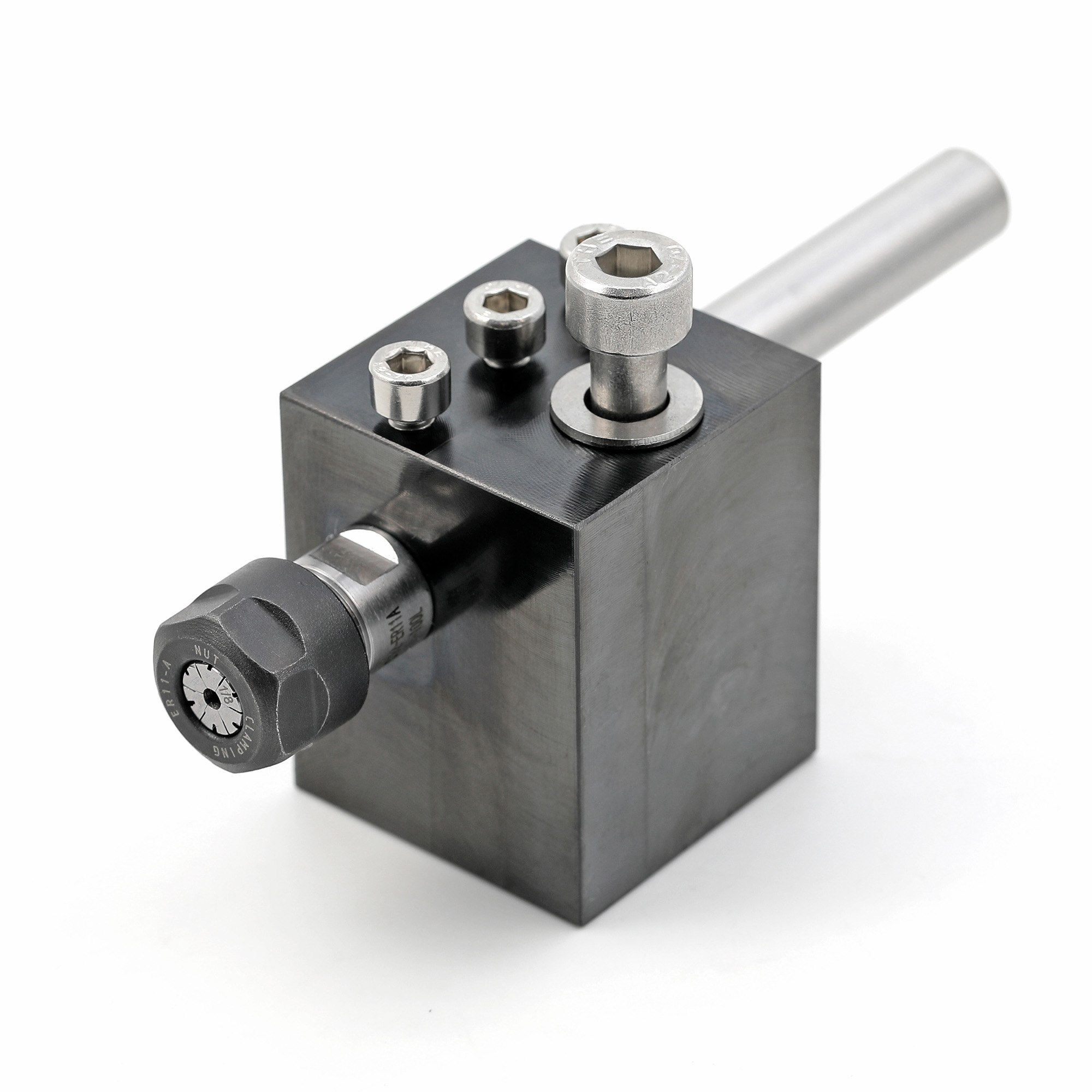
Tools are secured in individual posts using slots or holes.
The posts mount to bases fastened to the X carriage table, and can be adjusted to various angles relative to the coordinate axes to suit operational needs.
Custom machine solutions and specialized tooling configurations are available based on operational requirements.

Square-shank turning and parting tools stack in the slots, each secured at a fixed position by cap screws.
Holds center drills and small drills on the spindle centerline.

The larger collet size, for bigger drills and boring tools.
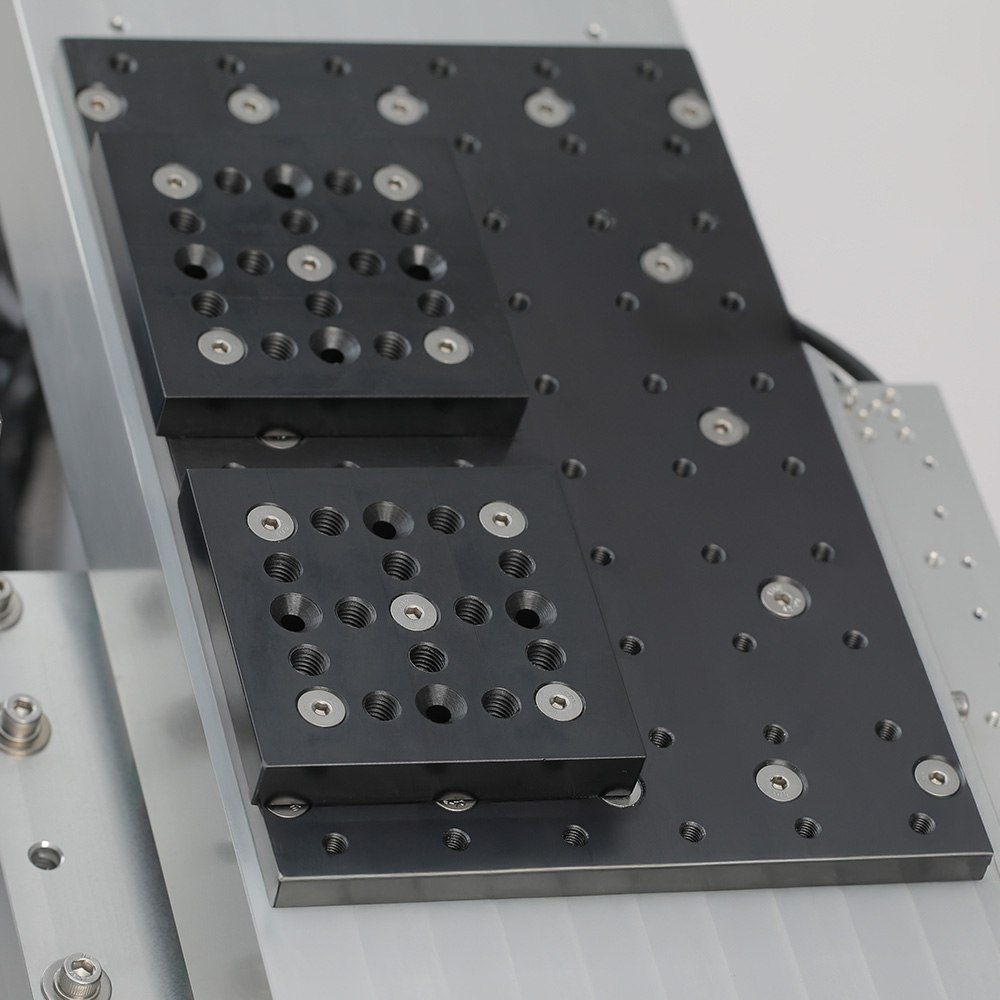
A grid of threaded mounts — posts fasten to the X carriage table in whatever arrangement the operation requires.
The headstock is equipped with a standard 5C collet system. The collet is drawn back into the matching taper in the spindle nose, and the taper squeezes its slit body down onto the workpiece for a strong, concentric grip.
On this machine, collets grip round stock from 3.0 to 26.0 mm; with square and hex 5C collets they accommodate up to 3/4″ square and 29/32″ hex materials.
The system is compatible with standard 5C equipment, rods, 3-jaw clamps, and ER collet adapters.

Round stock from 3.0 to 26.0 mm, with square materials to 3/4″ and hex to 29/32″.
The system is compatible with standard 5C equipment, rods, 3-jaw clamps, and ER collet adapters.
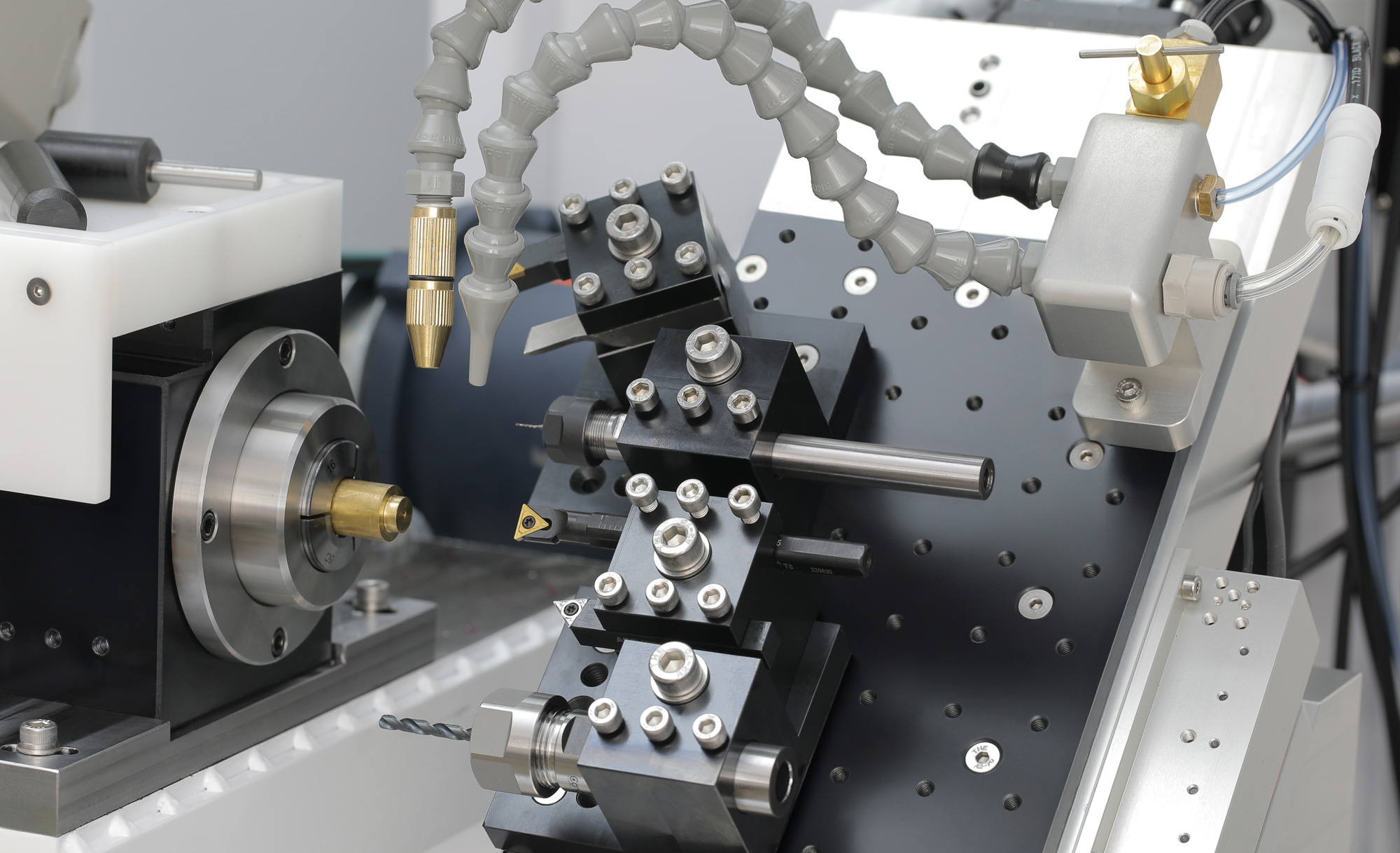
Liquid and mist, each with its own nozzle, fed from one 23-liter reservoir.
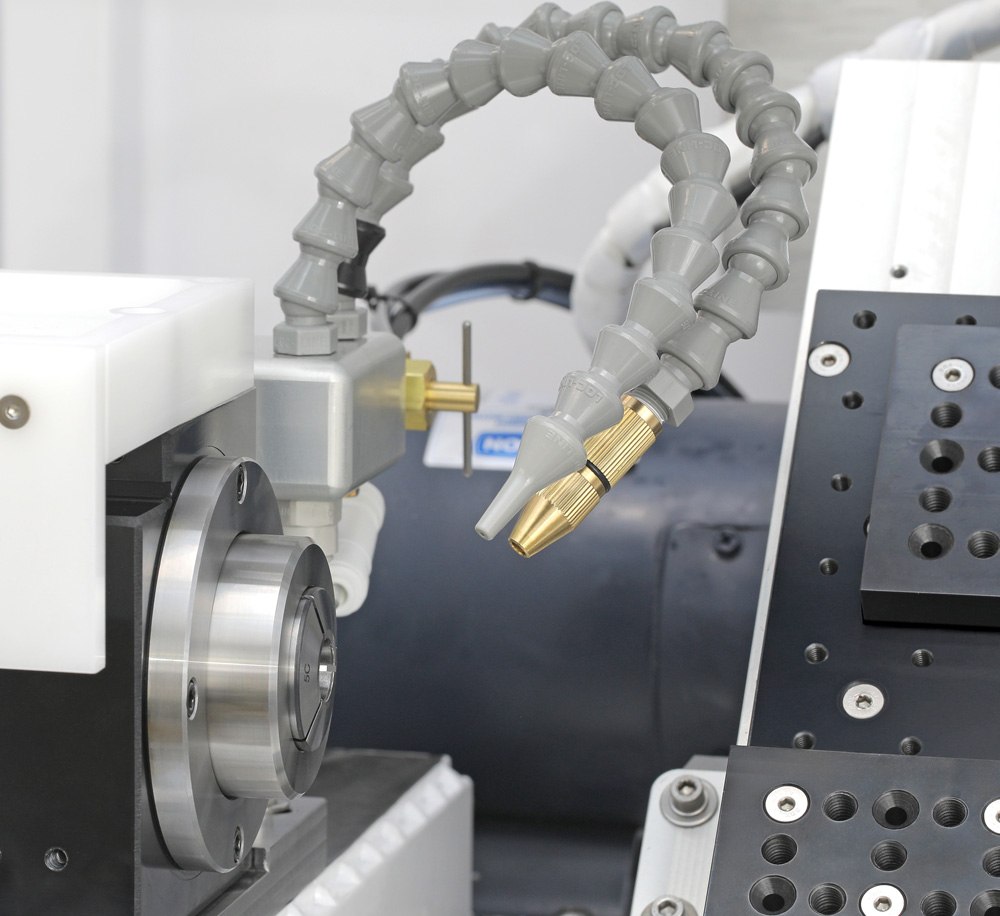
Liquid coolant: supplies water-soluble oil through a plastic nozzle to cool tools, wet workpieces, and suppress dust. It can operate continuously or pulsate at 0.1 to 5.0-second intervals based on control program settings.
Mist coolant: supplies a mixture of air and coolant via a brass-tipped nozzle to clear chips and moisten the work area. Flow is regulated by a manual valve.
Nozzles can be mounted stationary near the spindle or movably on the X carriage.
Brass chess pieces, machined start to finish in one cycle with two tools.
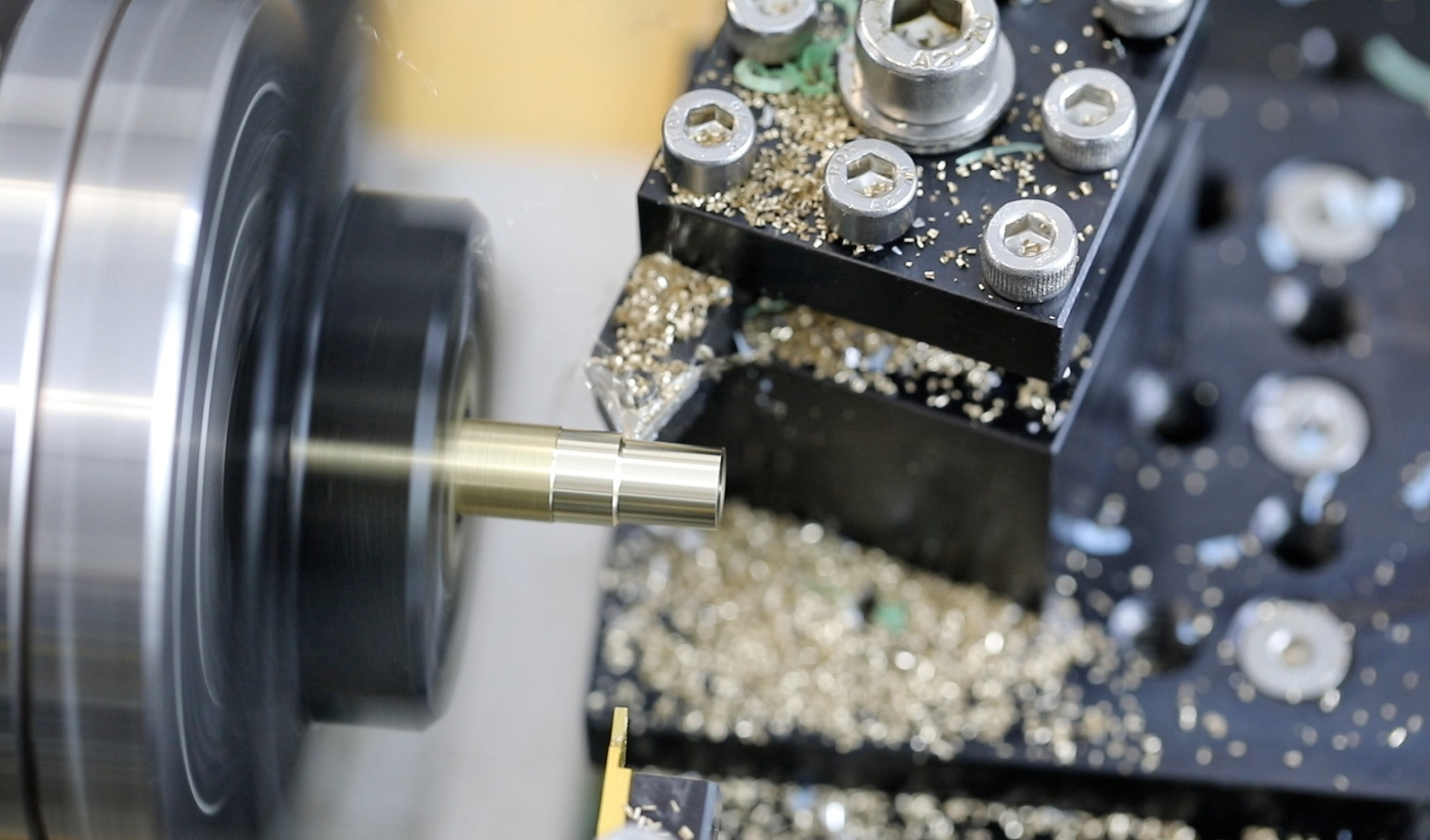
A brass bar gripped in the collet. The first tool turns it to diameter and length.
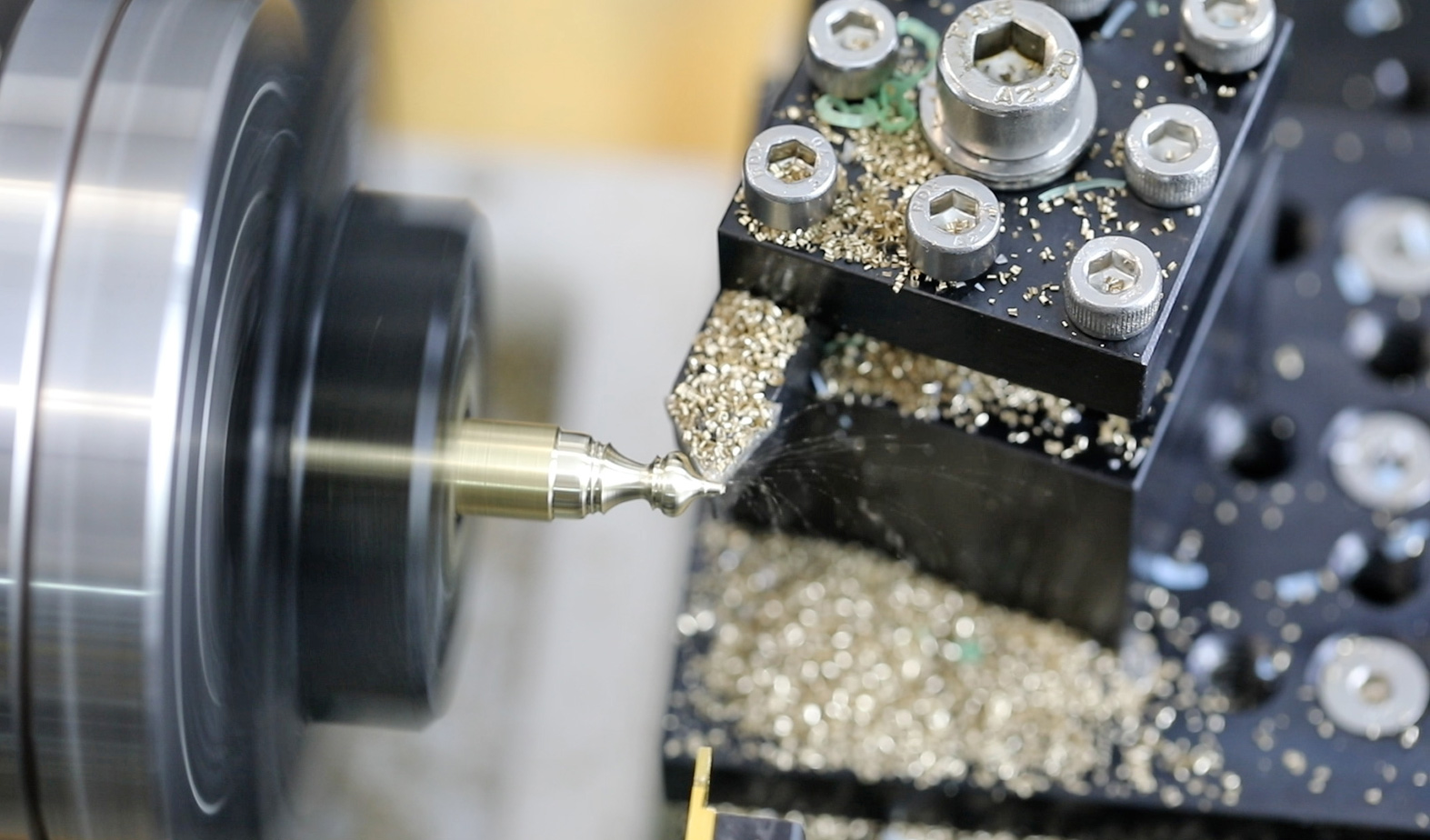
A shaped cutter traces the collars and curves as it follows the program.
The piece stays attached to the bar while the detail work finishes.

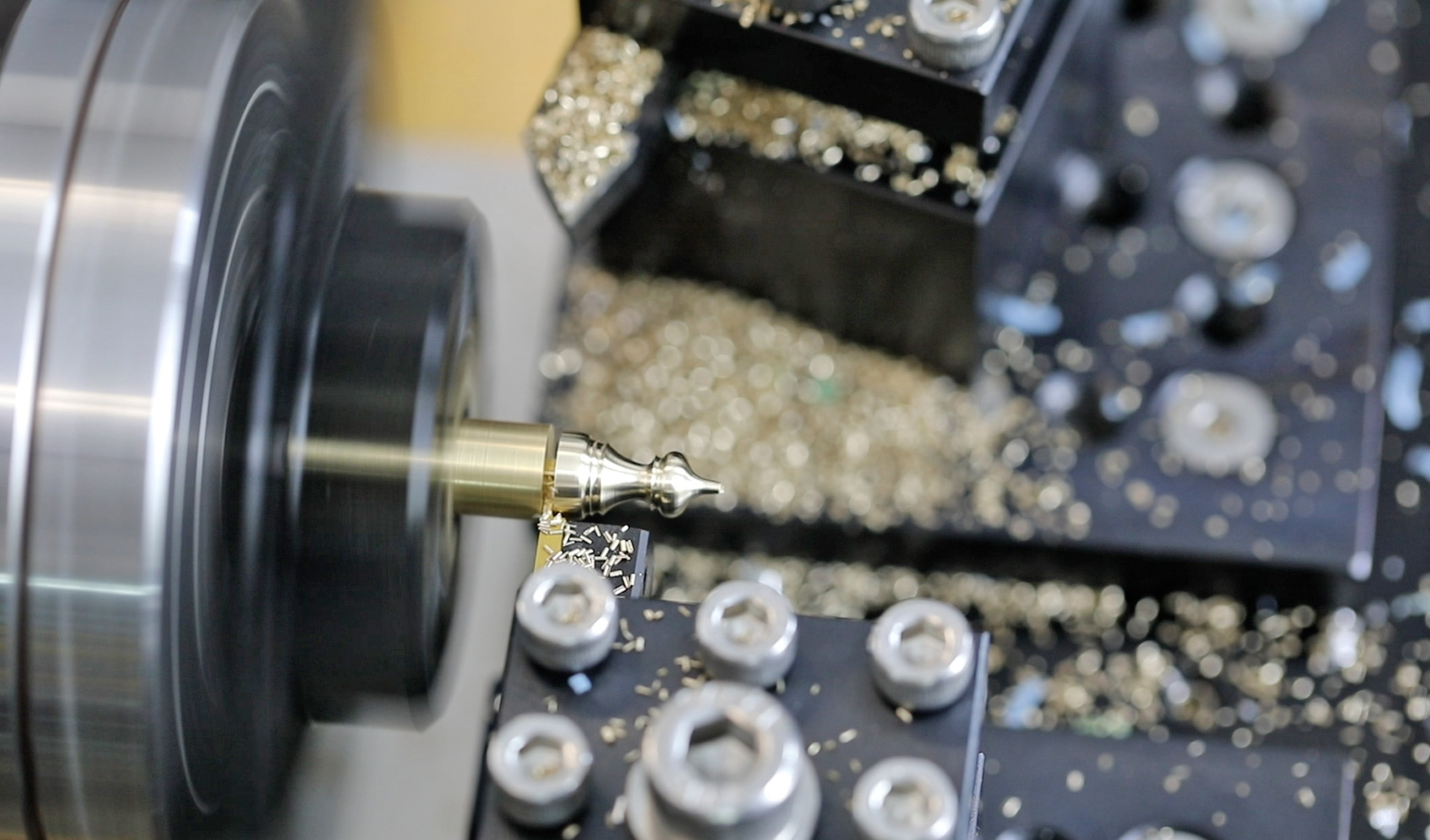
Each piece comes off the bar finished: turned, shaped, and cut free in one cycle.
Motion, control computer, coolant, and a full enclosure in a 32 × 30 × 30″ footprint. The numbers reference the photo.

The motor-driven head that spins the bar — up to 3,000 RPM. Bar feeds in through its 1.25″ bore, gripped by a collet or the 4″ chuck.
The tools mount in a row on this sliding table. The machine moves the table to make the cuts — and to change tools.
Two systems: a nozzle that floods the cut with fluid, and one that sprays a fine mist while blowing chips clear. Both feed from a 6-gallon self-filtering tank.
The lid closes over everything, keeping chips and coolant inside. The machine can run in a lab, a studio, or next to a desk.
Spindle speed, on/off, and a big red emergency stop are physical buttons on a panel — not menus buried in a screen.
A mini PC inside the machine runs the control software, with a monitor and keyboard on swing arms. Nothing extra to buy or connect.
Bar up to 26 mm — about an inch across — feeds through the collet, and the 4″ chuck grips larger blanks. The cutting area is 5″ along the bar and 5″ across it. If your parts are bigger than that, talk to us; another of our machines may fit better.
Resolution (0.00001″) is the smallest move the machine can be told to make. Accuracy (0.0003″) is how close it lands to where you asked. Repeatability (0.0004″) is how exactly it returns to the same spot, again and again. For making batches of parts, repeatability is the number that matters most.
A collet — a precision sleeve that grips the bar — or the 4″ three-jaw chuck. The spindle takes standard 5C collets (3 to 26 mm), a size used industry-wide since the 1890s, so any manufacturer’s tooling fits.
No. Some metals, like brass, are usually cut dry. Others cut better with fluid flooding the work, or with a fine mist. The machine does all three — flood can run constantly or in programmed pulses — and if you tell us your material, we’ll tell you how we’d run it.
NS-Motion, our own control software, on the computer built into the machine. You load or write a program, press start, and the machine runs the whole cycle. Spindle controls and the emergency stop stay on physical buttons.
Yes to both. We machine tool holders to your dimensions when the standard ones don’t fit, and we design and build complete custom machines for work beyond the catalog.
In a crate, 40 × 38 × 38″ and 485 lb total. The machine itself weighs 286 lb (130 kg) — two people can lift it onto a bench. No forklift, no rigging crew.
Machining demonstrations across NS CNC machines — including this lathe turning brass on camera.
Send a part drawing — material, dimensions, tolerances. We’ll tell you whether it’s a Lathe 3 part, how we’d run it, and what the machine costs.
The Lathe 3 is sold direct through the shop; equipment financing is available through our financing partner.